
Maschinendatenerfassung

Die Optimierung der Maschinenauslastung zählt in vielen Unternehmen zu einer täglichen Herausforderung. Oft ist es schwierig, Potenziale zu erkennen. WR hat sich dem Problem angenommen und präsentiert die Lösung über die Maschinendatenerfassung in Kombination mit einer Ampelschaltung.
Mit Hilfe dieser Lösung können Sie kostenintensive Abläufe erkennen und reduzieren, verborgene Kapazitäten nutzen und Ihre Wettbewerbsfähigkeit steigern.
Mazatrol Editor

Die Windows Version des WR MAZ EDITOR erlaubt Ihnen im Dialog wie an der Mazatrol - Steuerung Programme zu schreiben bzw. abgespeicherte Programme zu verändern. Damit ist es einfach möglich Ihre vorhandenen Maschinen an die neuen Anforderungen anzupassen.
Gravur

Eine weitere interessante Technologie des Hauses WR Systemsoftware ist WR Gravur.
Damit ist es einfach möglich beliebige Texte mit Hilfe einer Fräs- oder Drehmaschine auf beliebige Flächen zu gravieren. So ist die Mantel oder Stirnfläche nutzbar.
Laufzeiten Erfassung

Die WR Maschinendaten Erfassung, gibt Ihnen die Möglichkeit Maschinenlaufzeiten, Programmlaufeiten u.a. systematisch zu erfassen und auszuwerten um eine produktionsnahe und verlässliche Kalkulation Ihrer Kosten zu ermöglichen, sowie die Möglichkeit die Produktion effektiv zu planen. Sie verbessern somit die Maschinenauslastung, erhöhen die Produktivität und Liefertreue.
Pocket DNC

Einfache schnelle Bedienung der Datenübertragung nur mit dem Finger, ohne Maus, ohne Tastatur und ohne Verlegung von Kabeln.
Dann ist der WR PD genau das richtige für Sie.
Komfortable Datenübertagung mit einem Tablet, Tragbar und überall einsatzbereit.
CNC Manager

Unser Hauptprodukt ist das Softwarepaket des WR CNC Managers. Er bietet unter einem Dach alle Funktionen zur Verwaltung aller CNC Programme in Ihrem Betrieb. Die Programme werden in einer Datenbank verwaltet, welche nach ihren Wünschen sortiert wird. So ist eine Sortierung nach Artikelnummern, aber auch nach Art ihrer Maschinen (Fräs und Drehmaschinen) möglich.
Der Manager wird auch zur Datenübertragung zwischen PC und CNC genutzt. So ist eine einfache Versorgung der Maschinen mit benötigter Software zentral möglich.
Kundenspezifische CAM Lösung WrPktMaz
Eine der Besonderheiten der WR Systemsoftware ist die Fähigkeit kundenspezifische Probleme in Zusammenhang mit Steuerungen individuell zu lösen. Ein Beispiel dazu sei die Anwendung Punktliste zu Mazatrol (WrPktMaz):
In diesem Falle wollte der Kunde eine vorhandene Liste an Koordinaten direkt in ein Bohrprogramm in Mazatrol umsetzen. Durch unsere langjährige Erfahrung mit Mazatrol konnten wir ihm eine effiziente Lösung für sein Problem bereitstellen.
Aus seiner 3D Anwendung konnte der Kunde eine Liste in folgendem Format exportieren:
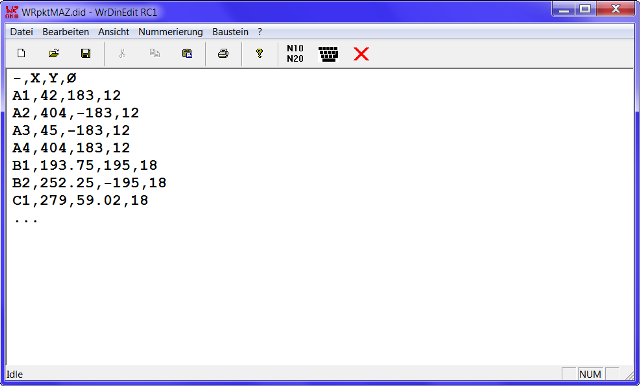
Diese Liste enthält in der ersten Spalte einen Bezeichner. Darauf folgend eine Koordinate (x,y) sowie ein Durchmesser für die Bohrung. Diese Datei wird von WrPktMaz direkt eingelesen.
Fertiges Programm:
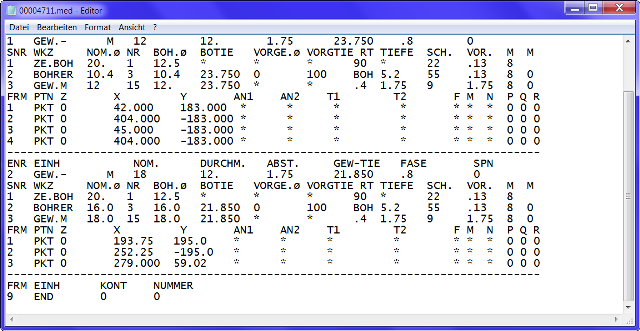
Ist die Liste fertig konfiguriert, so wird ein Mazatrolprogramm erstellt. Dieses kann vom Bediener an der Maschine natürlich noch per Hand verändert. Die automatische Erstellung aus den CAD Daten beschleunigt jedoch den Prozess und verhindert gleichzeitig die mühsame und fehlerträchtige manuelle Eingabe der Koordinaten und Durchmesserdaten.
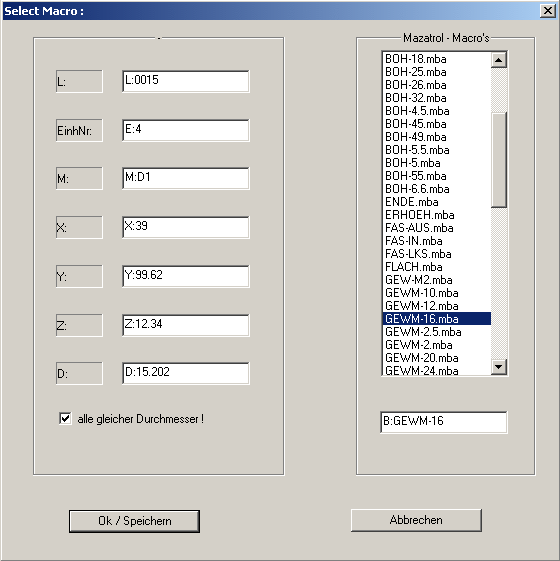
Nach dieser groben automatischen Vorkonfiguration ist es selbstverständlich möglich jeden Punkt einzeln zu verändern. In dieser Detailanzeige kann zum Beispiel die Tiefe der Bohrung separat verändert werden. Weiterhin kann auch das Werkzeug gesondert festgelegt werden:
Haben auch Sie ein individuelle Aufgabe? Zögern Sie nicht uns zu kontaktieren! Wir helfen auch Ihnen gerne ihre Aufgaben produktiver zu erledigen.
WR MAZ Viewer
Der Funktionsumfang des CNC Managers ist sehr umfassend und damit natürlich teuer. Möchte ein Kunde jedoch nur die binären Programme seiner Maschine einsehen oder drucken so bieten wir nun den WR MAZ Viewer an.
Die Programme der CNC Maschinen von Mazak werden in einem binaren Dateiformat gespeichert. Dies erlaubt eine schnelle und effiziente Handhabung innerhalb der Maschine. Leider ist dieses Format nicht vom Bediener lesbar. Unsere Software WR CNC Manager bietet daher eine Möglichkeit diese Programme lesbar darzustellen und sogar zu verändern.

Kontaktieren sie uns einfach, wir helfen ihnen gerne bei ihren CNC Programmen.
WR MAZ Konverter
Die CNC Programme unterscheiden sich bei Mazak von Maschine zu Maschine leicht. Neuere Maschinen können meist die Daten der alten Maschinen lesen. Der umgekehrte Fall ist jedoch oft nicht möglich. Dies sei am Beispiel der Dreh- und Fräsmaschinen einzeln verdeutlicht.

Drehen:
T1 => T2 => T32 => TPlus => T640 => TMatrix => T - Smart
Die erste Mazak Drehmaschine mit seriellem Anschluss war die T1. Daraufhin kam die T2 auf dem Markt, welche direkt T1 Programme lesen kann. Die darauf folgende T32 kann T2, jedoch keine T1 Programme nutzen. Die Maschine TPlus kann wiederum T32 jedoch kein T2 und T1 Programm lesen.
Fräsen:
M2 => M32 => MPlus => M64 => MMatrix => M - Smart
Äquivalent dazu sind natürlich die Möglichkeiten der Fräsmaschinen. Daher bietet unsere Software WR CNC Manager auf Kundenwunsch eine Möglichkeit diese Programme über die Funktion "Maz zu Maz" zu konvertieren. So ist es möglich, eine T2 Maschine für ein Programm zu nutzen, welches für eine T640 geschrieben wurde.
Ein Beispiel:


Es lasssen sich natürlich nur Programme zwischen passenden Maschinenklassen konvertieren. So ist es nicht möglich ein Programm für eine Fräsmaschine einer Drehmaschine zugänglich zu machen.
Der Funktionsumfang des CNC Managers ist sehr umfassend und damit natürlich teuer. Möchte ein Kunde jedoch nur die Konvertierfunktionen zwischen zwei Arten von Maschinen bieten wir nun den WR MAZ Konverter an.
Kontaktieren sie uns einfach, wir helfen ihnen gerne bei ihren CNC Programmen.
WR MAZ EDITOR
Die Windows Version des WR MAZ EDITOR erlaubt Ihnen im Dialog wie an der Mazatrol - Steuerung Programme zu schreiben bzw. abgespeicherte Programme zu verändern.
T - EDITOR für folgende Mazatrol T-Steuerungen:
T1, T2, T4, T32, TPlus, 640T
M - EDITOR für folgende Mazatrol M-Steuerungen:
M1, M2, M32, MPlus, 640M
Der WR MAZ EDITOR bietet unter anderem folgende wichtige Funktionen:
- Maschinengetreuer Dialog:
Belegung der Funktionstasten wie an der CNC - Einzelheiten Information:
zu jeder Einheit kann eine Hilfe aufgerufen werden
siehe Beispiel:
- Übernahme von Schnittdaten:
Aus Werkzeugtabellen können Material und Werkzeugwerte als Schnittdaten übernommen werden. - Zeichnen des programmierten Teiles:
Formüberprüfung, Rohteil, Fertigteil, Teilvergrößerung Beispiel:
Das Programm kann sowohl als Ganzes, als auch in einzelnen Schritten getestet werden.
Verschiedene Auslagen sind möglich:- XY
- XZ
- XYZ

Programmierungen in der EINH Maz - Konven - Prog. können ebenfalls dargestellt werden. Eine Zoomfunktion erlaubt Vergrößerungen.
- Berechnung von Unbekannten innerhalb der Formzeilen.
Die mit "?" gekennzeichneten Felder werden, sofern technisch möglich, sofort im Editor durch drücken der Kontur-Ende Taste errechnet.
- Umfangreiche Editierfunktionen erlauben ein schnelles und komfortables Programmieren :
- Springen von Feld zu Feld und von Zeile zu Zeile mit den Cursortasten, sowie von Einheit zu Einheit mit den Bildtasten ermöglichen eine gezielte Programmoptimierung,
- Löschen und Einfügen von einzelnen Programmzeilen oder kompletten Einheiten,
- Einfügen von bereits geschriebenen Programmen,
- Kopieren von Einheiten innerhalb des aktuellen Programms, oder lesen von selbst erstellten Makros aus einer Bibliothek,
- Erstellen von Makros. Ein Makro (Baustein), kann aus einer oder mehreren Einheiten bestehen,
- Erstellen von speziellen Werkzeugzeilen. Std. SEQ.

Technische Voraussetzungen
WR KOFUS - MODUL
für Schnelligkeit
Die Datenübertragung erfolgt im Unterschied zur herkömmlichen, seriellen Übertragung:
- mit Netzwerkgeschwindigkeit, statt 4800 Baud bei Mazatrol – Programmen
- dadurch im Prinzip keine Übertragungszeit (Wartezeit) mehr
- komplett vom Übertragungs - PC gesteuert, der Gang zur Maschine entfällt
Das WR KoFus - Modul ist optional auch als DNC (nur von der Maschine gesteuert) erhältlich
Die Bedienung:
Die Programmliste der CNC kann vom PC eingesehen und die zu übertragenden Dateien können einfach per Mausklick ausgewählt werden.
Ebenso einfach kann die gewünschte CNC per Mausklick ausgewählt werden, um gegebenen Falls Programme zwischen verschiedenen Maschinen zu tauschen.

Der Gang zur Maschine entfällt; die gesamte Datenübertragung wird vom PC gesteuert. Nach der Übertragung muss lediglich das übertragene Programm aus den Backup-Speicher in das Arbeitsverzeichnis der Maschine geladen werden. Natürlich können auch mehrere CNC-Programmme auf einmal zur und von der Maschine übertragen werden.
Die Verkabelung erfolg nach bekannten Netzwerkstandard auf Twisted - Pair Medien. Jede NC erhält eine eigene Netzwerkkarte.

Technische Voraussetzungen
WR MAZ-ISO-Konverter
Das WR MAZ-ISO-MODUL wurde entwickelt um den Mazatrol®-Anwendern das Erstellen von DIN-ISO Programmen zu erleichtern.
Beispielhaft soll auf dieser Seite ein MAZATROL®-Programm gewandelt werden:
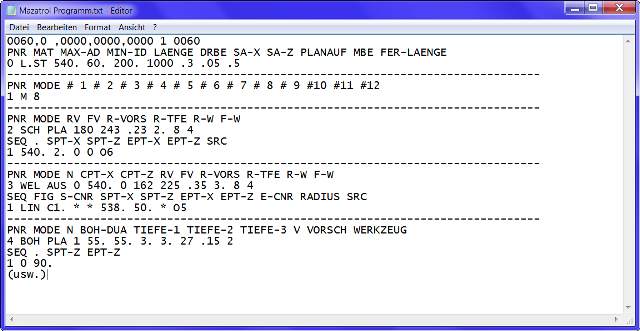
Mit dem WR - MAZ - DIN - KONVERTER wird das MAZATROL-Programm für die entsprechende DIN-ISO Steuerung umgewandelt. Es wird folgendermaßen aussehen:

Mit dem WR - MAZ - DIN - KONVERTER wird das MAZATROL®-Programm für die entsprechende DIN-ISO Steuerung umgewandelt. Nach der Konvertierung kann das fertige DIN-ISO Programm zur CNC - Steuerung übertragen werden.
Zusammenfassung:
- Sie schreiben Ihr MAZATROL® Programm auf dem PC oder übernehmen es aus der Steuerung.
- Sie starten den WR KONVERTER und wandeln das MAZATROL® Programm ins DIN - ISO Format
- Sie senden das fertige DIN - ISO Programm in die ISO CNC.
Der Arbeitsaufwand am WR - SYSTEM beträgt einige wenige Sekunden. Der MAZATROL®-Programmierer kann in seiner gewohnten Programmierumgebung weiter arbeiten, bedarf keinerlei Umschulung und kann somit in kürzester Zeit sein MAZATROL® - Programm auf allen gängigen DIN-ISO Steuerungen lauffähig machen. Dies ist bei anderen Systemen nur mit viel Aufwand und erheblicher Arbeitszeit zu erreichen.
Bei Fragen zögern Sie nicht uns zu kontaktieren.